In this post we are going to examine a case study concerning a project for reducing manual operations through the introduction of automation, which has brought benefits to the whole production process.
The term automation defines the introduction in a manufacturing company of technical tools and processes aimed at reducing or even eliminating human operations. Indeed, the most relevant benefit of automation is the reduction of workload for the operators, which consequently leads to additional advantages such as reduced lead time, costs reduction and achievement of quality standards requested by clients. Automation can therefore contribute to production process improvement, enhancing accuracy, precision, productivity, robustness and consistency of outputs.
CASE STUDY
In Bruschi we are always seeking for innovative solutions that can help improving the productive process. In order to fulfill this aim, the production department has developed a project for reducing operators’ workload with the introduction of automation. This project concerned two specific components produced for a client of the sector of small appliances and has obtained excellent results in terms of reduction of manual activities of operators and increased productivity.
In order to define the two components to optimize among those available, engineers have conducted an analysis with the support of the Pareto chart, which has led to the following results:
• 20% output produced by 0,05% of components
• 60% output produced by 17% of components
• 20% output produced by 82,95% of components
Results show that 0,05% of components generates 20% of the output produced by the company: these components are known as runner products. The presence of few components that generate such a substantial output allow the introduction in the production department of a specific automation without reducing productive flexibility of the company.
Definition of project's phases
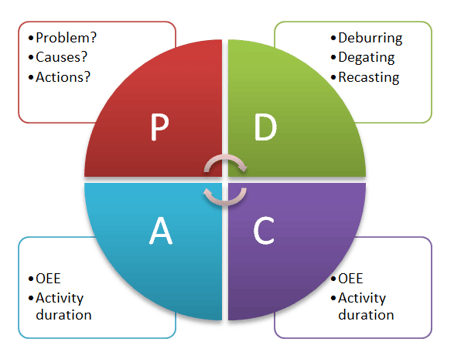
After having selected the components, the different stages of the project can be defined. The iterative improvement process is indeed divided in four phases, with reference to PDCA cycle or Deming cycle:
• Phase 1 – PLAN
Definition of the problem, identification of the causes and hypothesis of corrective actions to reach expected objectives.
• Phase 2 – DO
Implementing corrective actions defined in phase 1.
• Phase 3 – CHECK
Collecting and checking data. Comparison between expected results and observed results.
• Phase 4 – ACT
Implementing corrective actions emerged from data analysis of phase 3.
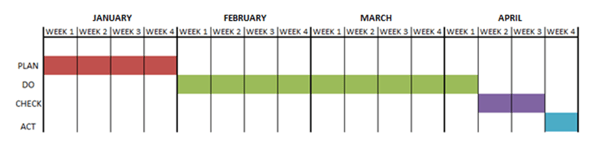
The four phases of PDCA cycle have been planned using the following Gantt chart:
Phase 1 – PLAN
The first phase starts with the definition of the problem: a condition of misalignment between production capacity and client’s request, with hypothesis of producing both the components on the same die casting machine due to plant saturation. Therefore, the problem can not be solved producing the two components on two different die casting machines: it is in fact necessary to improve the production process of the components.
The identification of the root cause involves the study and the definition of the average duration of single activities, manual and automatic ones:
• Die casting – automated operation managed by the machine
• Pick up and lay down of the piece – automated operation managed by anthropomorphic robot
• Degating and reprocessing – manual operation managed by the operator
• Auxiliary activities – manual operation managed by the operator
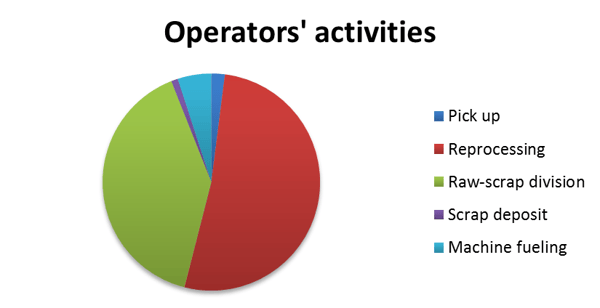
Once average duration of every single activity has been calculated, improvement focuses on activities that can generate more benefits, so the ones that take up the most of the time of the operator. Manual activities that have been selected are reprocessing, raw-scrap division and die casting machine fueling: these activities take up 97% of the operator’s time.
The second step concerns the classification of operations on the basis of the added value they generate for the customer:
• VA = 0 % - Necessary Value Added activities: known, therefore paid by the client
• NVA = 3 % - Unnecessary Non-Value Added activities: unknown, therefore not paid by the client
• NNVA = 97% - Necessary Non-Value Added activities: unknown, therefore not paid by the client
First of all it is essential to work on NVA activities, in order to understand how to eliminate them. Secondly, NNVA must be analyzed and improved. Normally, VA activities can be improved but with little margin.
Phase 2 – DO
Phase 2 involves a cost-benefit analysis in order to identify the best solution between externalization and self-improvement through automation. Both the alternatives have been implemented:
• externalization of manual activities equal to 50%
• reduction of manual activities equal to 45%, through introduction of automation that operates automatic division of the pieces from the sprue runners and automatic recasting of the sprue runners
Phase 3 – CHECK
The third phase of the project involved collecting and checking data, with comparison between expected results and obtained results. Observation period after improvement actions have been implemented was of 240 working hours. Three numerical KPI (Key Performance Indicators) have been considered in order to evaluate the efficacy of improvement action:
1. OEE (Overall Equipment Effectiveness)
2. Average duration of manual activities
3. Tons of zamak recasted in the machine spot
The comparison of these indicators before and after improvement actions has highlighted +33% OEE and -95% manual activities, with a complete recasting of scrap material.
Phase 4 – ACT
Phase 4 has not concerned any action because after KPI analysis no anomalies were observed.
ACHIEVED BENEFITS
The project has led to several benefits for the production department, both direct and indirect ones.
Direct benefits:
• +33% OEE
• -95% manual activities
• Complete scrap recasting in the machine spot
Indirect benefits:
• Increase of client’s satisfaction. Met and reduced lead time thanks to productive capacity increase, improvement of superficial quality of the component and stabilization of degating and reworking processes
• Energy saving associated with immediate casting of raw material
• Reduction of waste due to handling associated with elimination of scrap transfer
This case study demonstrates the importance of automation in a productive system that is efficient and technologically advanced: through the introduction of automated systems it was indeed possible to meet qualitative and quantitative standards demanded by the client, meeting the requested deadline at the same time.
If you are interested in production process improvement, here are additional posts:
• Production process improvement in the die casting industry
• Casting process optimization: design of hot chamber injection system
To always be up-to-date on zinc die casting industry news, subscribe to our blog.

